

 联系我们
联系我们

为使焊接质量容易保证并实现尽可能高的焊接效率,充分发挥发那科机器人的优势,实现发那科机器人的投入产出比,需要尽可能将工件变位,采用船形位、水平位或平角焊位焊接。为此,一般都会配置工件变位机。当然,也有不需要焊接变位机就可以实现船形位、水平位或平角焊位焊接的情况,也有基于工件实际状况不能实施焊接变位的情况。
不宜使用手工半自动焊接用的焊接电源和焊枪。手工半自动焊接所配备焊接电源和焊枪的额定负载持续率低,一般是60%的额定负载持续率。焊接机器人没有疲劳问题,可以不间断连续长时间工作,24 h连续工作,提高投入产出比,缩短产品交期。弧焊机器人需要配置100%额定负载持续率10min工作周期的可以长时间连续工作的焊接电源和焊枪。
现有的手工半自动弧焊电源也没有与焊接机器人的通讯接口,机器人不能直接控制焊接电源,也不能接受到焊接电源的焊接参数,机器人焊接的质量很难保证,由于没有这些接口,在涉及焊接质量管理、质量提升、效率提升、生产管理以及焊接智能制造等方面需要直接获取焊接工艺参数实时大数据时就遇到了困难。
从焊接质量的控制和保证的角度看,对机器人焊接专用电源焊接工艺参数的设置与输出及显示的一致性、焊接规范控制的精细度、可靠性及稳定性上比手工半自动焊接电源及送丝系统的要求更高。
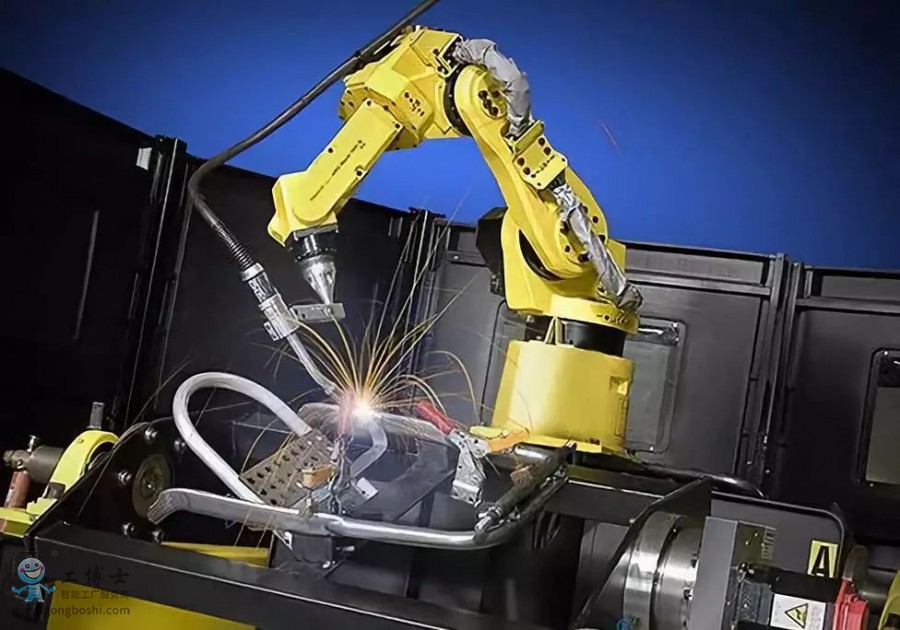
需要配备提高工作效率的部件或设备,比如熔化极气体保护弧焊机器人系统应将自动清枪剪丝器作为标准配置,及时自动清理焊枪喷嘴上的飞溅物,剪切焊丝保证焊丝伸出长度稳定、引弧可靠、飞溅少、焊接规范稳定。在保证焊接参数稳定、焊缝质量可靠的前提下,提高工作效率。因此,一般而言,发那科焊接机器人是一个以机器人本体(机械手臂)为主要组成部分,同时含有其它周边配袋设备组成的完整系统(或工作站)。
发那科焊接机器人与人相比的优势之一体现在其夹持焊枪的机械手臂(机器人本体)比焊工的手臂定,能够在比较高的焊接速度下,保持焊枪姿态的稳定,保证焊接质量的可靠。手工半自动焊接时,由于焊工手拿着焊枪移动速度太快焊枪不稳,会造成电弧不稳,焊缝成形变差,导致焊接质量出题。由于这个原因,目前手工半自动焊接的焊接速度大多在30 ~ 60 cm/min之间,薄板单道焊接不做横向摆动要求时,焊接速度可以达到60cm/min。厚板需要做横向摆动焊接时,焊接速度也就到30 ~40 cm/min。而机器人进行熔化极气体保护焊接时,由于其机械手臂移动时的稳定性很好,在额定负载、手臂姿态、移动速度允许的条件范围内,焊枪可移动速度也就是焊接速度可达到每分钟几米。因此,机器人焊接的速度一般都要比手工半自动焊接的速度高,只要能保证焊接质量,设备能力又容许,就尽可能提高焊接速度。
与焊工手工焊相比,机器人焊接的第二个优势就是可以使用末端承载能力更大的焊接机器人本体加持更重更大的焊枪进行稳定的焊接。手工半自动焊接,焊工(特别是亚洲的焊工)使用*多的是350 A的气冷焊枪,手持焊枪移动焊接还比较稳,但也不能长时间连续焊接,否则手臂疲劳,焊枪移动就不稳定,焊接质量就不能保证。为提高生产效率和保证接头焊接质量,有些也用到500 A水冷焊枪(主要是欧美焊工),但焊工比较吃力,手臂容易疲劳,连续焊接时间短。而机器人可以根据工作的需要选用承载能力更大的焊接机器人本体,配套更大输出能力的水冷焊枪,保证焊枪移动稳定,焊接过程稳定。
因此,在能够保证接头焊接质量并在焊接电源输出能力允许的前提下,机器人焊接一般都尽可能采用更大的焊接电流进行焊接,以充分发挥焊接机器人的优势,提高熔敷速度,提高焊接生产效率,降低焊接制造成本。
发那科机器人的第三个优势是在工作过程中不会像人一样有疲劳感,机器人不会疲劳。因此,为了*大限度的利用焊接机器人,发挥其价值,希望尽可能让机器人长时间焊接、连续焊接,减少 工件的上下料时间、从一条焊缝的结束点移动到另一条焊缝起始焊接点的移动时间、变位机的变位时间及每条焊缝起始点位置的检测时间等辅助时间,通过增加其有效工作时间(燃弧时间)来提高其在一个工作周期内的燃弧率,提高机器人的焊接效率。焊工手工半自动焊接的燃弧率一般在35%~60%之间,而弧焊机器人焊接的燃弧率高达80%~90%,特别是在双工位的厚板长焊缝的焊接,燃弧率可以接近100%。
更多信息请咨询:发那科机器人
- 下一篇:发那科机器人啤酒领域罐装自动化解决方案
- 上一篇:发那科机器人的正确操作方法及步骤
